


















Why More Fabrication Shops Are Moving to Industrial Laser Cutting
Plasma cutters used to be the default workhorse in almost every Aussie fab shop. If you wanted tight tolerances, you outsourced to a waterjet service. For straight lines, you slaved away over mechanical saws and heavy shears. Those traditional machines still occupy floor space in plenty of regional engineering shops across Australia, but over the last few years, a massive shift has occurred. Industrial fiber laser cutting has been aggressively taking over workshops, claiming the jobs, and capturing the high-margin contracts that used to belong to older manufacturing methods.
This transition isn't happening because lasers look fancy or high-tech on a social media feed. It is happening because the financial data and throughput numbers make traditional cutting methods look completely obsolete for modern sheet metal fabrication.
When you factor in zero setup time, flawless edge quality on thin gauge metal, zero mechanical blade wear, and the complete elimination of expensive waterjet abrasives, the decision becomes incredibly clear. When you compound those efficiency gains across a standard forty-hour work week, the difference to your bottom line is staggering. Here is what is actually driving the industry switch, and why stalling on upgrading to a dedicated fiber laser is costing your business money every single day.

The Massive Financial Shift in Metal Fabrication
Industrial laser cutting machines used to be financial unicorns, requiring massive six-figure capital expenditures that only tier-one automotive or heavy structural steel factories could justify. This barrier kept smaller, independent Australian fabrication shops locked into plasma or outsourced waterjet setups for decades, even when operators knew a laser would deliver a vastly superior product.
The manufacturing landscape has changed completely. Entry-level industrial fiber laser cutters now sit at a highly accessible commercial price point that any busy three-man fab shop or boutique metalwork studio can comfortably justify. The payback matrix has flipped entirely, turning what used to be a risky gamble into a highly predictable investment.
Simultaneously, the software barrier has dissolved. Early industrial fiber cutters required highly specialised, expensive technicians just to dial in the beam parameters and manage gas ratios. Modern commercial-grade machines featuring advanced autofocus cutting heads and streamlined CNC interfaces handle those micro-adjustments automatically. A fabricator with basic CNC nesting or routing experience can comfortably command a high-powered fiber laser within days, allowing workshop owners to scale their production without hunting for rare, specialised labor.

Slicing Through Sheet Metal Without the Secondary Labour Trap
Let’s be realistic: a fiber laser isn’t built for chewing through three-inch structural steel plate or handling rough demolition scrap. If you are doing heavy structural gantry work, plasma and mechanical saws still have their place.
But for precision sheet metal fabrication under half an inch? A fiber laser is entirely untouchable. Whether you are running mild steel, aluminum, stainless steel, brass, or copper, a fiber laser slices through the material with an incredibly narrow kerf. The edges come off the bed so perfectly smooth that components routinely skip the deburring station entirely. For HVAC ducting components, electrical enclosures, custom automotive brackets, and intricate architectural screens, a fiber laser saves an immense amount of time per part.
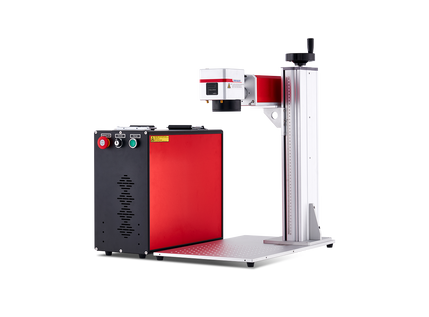
For shops ready to dominate this commercial sector, the OMTech 1500W Fully Enclosed Fiber Laser Cutting Machine is an absolute game-changer. This isn't a hobby machine; it is a heavy-duty production engine featuring a fully enclosed cabinet built to clear strict state Work Health and Safety (WHS) inspections, a clever pass-through architecture for handling long sheet stock, and a high-capacity integrated industrial water cooling system.
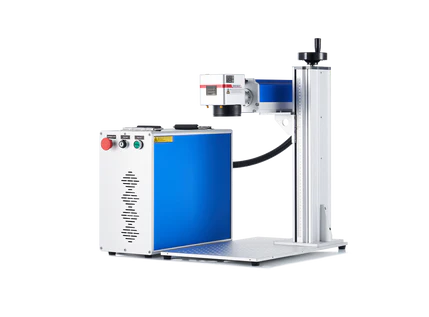
If your workflow demands constant access to the bed for loading heavy, irregular workpieces or custom fabrications, the OMTech 1500W Open Metal Laser Cutter Machine delivers identical raw power and cutting velocity with an open-frame architecture, providing maximum physical access to the cutting zone.
The Edge Quality Argument: Why Plasma is Costing You in Labor
The most common question I hear from old-school shop owners is: "Why should I spend money on a fiber laser if my high-definition plasma cutter already cuts fast enough?" My answer is always the same: Look at your secondary finishing station.
Plasma cutting relies on a violent, wider thermal arc that naturally leaves a rough, dross-heavy edge on the underside of the sheet. It creates a massive heat-affected zone that can distort thin sheet metal and alter its dimensional accuracy. Every single part that comes off a plasma table destined for a premium assembly or a paying customer requires a worker to stand there with an angle grinder or deburring tool, manually cleaning up the slag. That is pure, unadulterated labor waste.
An industrial fiber laser operates with microscopic focus, yielding an incredibly narrow kerf and a microscopic heat-affected zone. Dross is virtually non-existent on a well-tuned fiber cut through mild steel or aluminum. The component comes off the slatted table completely finished, ready for the welding bay or the powder-coating line. For small-batch custom jobs and contract manufacturing, eliminating that secondary grinding labor is exactly how you win tender bids and protect your margins.
The Real Conversation for Australian Small Businesses
There is a false narrative that fiber lasers only belong in massive, automated factories running twenty-four-hour shift rotations. The real growth sector in Australian manufacturing is happening in five-person fab shops, regional general engineering workshops, and boutique architectural design studios.
These small businesses don't need a million-dollar automated conveyor cell. They need a bulletproof, reliable machine that a small crew can run intermittently between welding and assembly jobs. Setup must be instant, and the machine cannot require a dedicated engineer to keep it running.
This is exactly why investing in a heavy-duty OMTech fiber laser makes perfect business sense. It provides industrial-grade chassis rigidity, a highly intuitive operator interface, and a commercial price point that doesn't cripple your cash flow. If your workshop is regularly cutting sheet metal and you are losing hours of billable time to manual grinding and edge cleaning, the math solves itself very quickly. Upgrading to a premium fiber laser is the fastest way to transform your workshop from a local job shop into a high-throughput precision manufacturing facility.
The Crucial Metrics on the Spec Sheet
When evaluating an industrial fiber laser for your workshop, ignore the marketing fluff and focus strictly on the production metrics that dictate your daily output.
Power and Velocity Realities
A 1000W to 1500W fiber source is the absolute sweet spot for standard commercial sheet metal fabrication up to 10mm or 12mm. While more wattage allows you to punch through thicker plate, a 1500W system delivers blazing, profitable speeds on the 1mm to 5mm gauges that make up the vast majority of commercial enclosure and bracket contracts.
Physical Footprint and Material Sizing
Bigger isn’t automatically better if it chokes your workshop's floor traffic. You want to choose a bed size that perfectly matches the standard sheet stock you receive from local steel merchants. Choosing a machine with a smart pass-through design means you can easily feed long, continuous flat stock through the enclosure without being physically limited by the interior table dimensions.
Heavy-Duty Integrated Cooling
A fiber laser source running high-capacity commercial jobs generates massive internal thermal loads. Running a fiber cutter without continuous, precision-regulated cooling will rapidly degrade the laser source and lead to catastrophic component failure. Both OMTech 1500W configurations feature robust, industrial water chillers built right into the ecosystem. This ensures your machine maintains a perfectly stabilized operating temperature during a brutal Australian summer, protecting your primary capital asset and guaranteeing consistent cutting performance shift after shift.
Frequently Asked Questions
What specific metals can an OMTech industrial fiber laser process? An industrial fiber laser is highly efficient at processing a wide spectrum of conductive metals, including mild steel, stainless steel, aluminum, brass, copper, and galvanized iron sheets. The maximum clean-cutting thickness is directly governed by your wattage selection and your choice of assist gas.
Is a fiber laser actually faster than a high-definition plasma table? On thin sheet metal gauges under 6mm, a fiber laser will run circles around a plasma cutter in raw linear speed. While plasma can sometimes compete on raw velocity when cutting very thick, heavy structural plate, the fiber laser wins decisively on edge precision, fine detail execution, and the complete elimination of secondary finishing labor at every single thickness comparison.
Should my business choose an enclosed cabinet or an open-frame fiber laser? Enclosed cabinet machines offer maximum workplace safety and a highly controlled workspace, easily containing stray reflections, sparks, and airborne particulates, making them ideal for strict WHS-compliant commercial environments. Open-frame models trade the protective enclosure for absolute physical flexibility, allowing operators to easily load oversized, heavy, or irregular sheets onto the bed from all sides using a forklift or gantry crane.
Can an apprentice fabricator safely operate a modern fiber laser? Yes. Modern fiber systems equipped with autofocus cutting heads and straightforward, industry-standard CNC nesting software eliminate the complex manual tuning of the past. Any fabricator or machinist with basic CNC or digital layout experience can comfortably learn to operate the machine safely and efficiently within a few working days.
Why is assist gas mandatory for industrial fiber laser cutting? Assist gas is entirely non-negotiable because it acts as the mechanical clearing force of the cut. High-pressure nitrogen or oxygen is blasted directly through the laser nozzle to instantly expel the molten metal from the kerf. Nitrogen is used to deliver an immaculate, bright, oxide-free edge on stainless steel and aluminum, while oxygen is utilized to accelerate the cutting process in thick mild steel through an exothermic reaction.